

Karbon fiber %95'in üzerinde karbon içeriğine sahip bir elyaf malzemedir. Mükemmel mekanik, kimyasal, elektriksel ve diğer üstün özelliklere sahiptir. "Yeni malzemelerin kralı" ve askeri ve sivil geliştirmede eksikliği hissedilen stratejik bir malzemedir. "Kara Altın" olarak bilinir.
Karbon fiber üretim hattı aşağıdaki gibidir:

İnce karbon fiber nasıl üretiliyor?
Karbon fiber üretim süreci teknolojisi bugüne kadar gelişti ve olgunlaştı. Karbon fiber kompozit malzemelerin sürekli gelişmesiyle, özellikle havacılık, otomotiv, demiryolu, rüzgar enerjisi türbin kanatları vb. sektörlerdeki güçlü büyüme ve bunun itici etkisiyle, her alanda giderek daha fazla tercih edilmekte ve karbon fiber endüstrisinin gelişme перспектиfleri daha da genişlemektedir.
Karbon fiber endüstri zinciri, yukarı akış ve aşağı akış olmak üzere ikiye ayrılabilir. Yukarı akış genellikle karbon fibere özgü malzemelerin üretimini; aşağı akış ise genellikle karbon fiber uygulama bileşenlerinin üretimini ifade eder. Yukarı akış ve aşağı akış arasında yer alan şirketler, karbon fiber üretim sürecinde ekipman sağlayıcıları olarak düşünülebilir. Şekilde gösterildiği gibi:
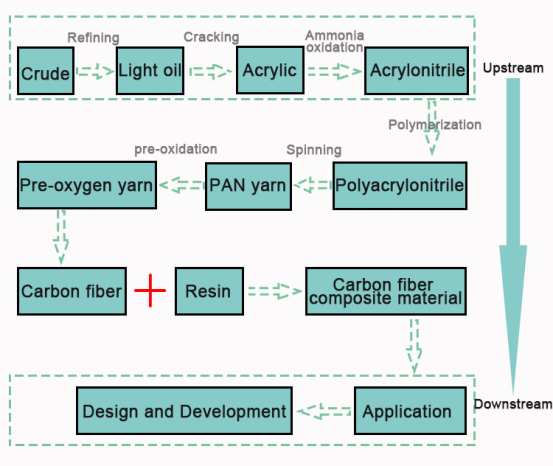
Ham ipekten karbon elyafına kadar olan tüm süreç, karbon elyaf endüstri zincirinin yukarı akışında oksidasyon fırınları, karbonizasyon fırınları, grafitizasyon fırınları, yüzey işleme ve boyutlandırma gibi işlemlerden geçmek zorundadır. Elyaf yapısı ağırlıklı olarak karbon elyafından oluşmaktadır.
Karbon fiber endüstri zincirinin yukarı akışı petrokimya endüstrisine aittir ve akrilonitril esas olarak ham petrolün rafine edilmesi, çatlatılması, amonyak oksidasyonu vb. işlemlerle elde edilir; poliakrilonitril öncü lifi, karbon fiber öncü lifin ön oksidasyonu ve karbonizasyonu ile elde edilir ve karbon fiber kompozit malzeme, karbon fiber ve yüksek kaliteli reçinenin uygulama gereksinimlerini karşılayacak şekilde işlenmesiyle elde edilir.
Karbon fiber üretim süreci esas olarak çekme, taslak oluşturma, stabilizasyon, karbonizasyon ve grafitizasyon işlemlerini içerir. Şekilde gösterildiği gibi:
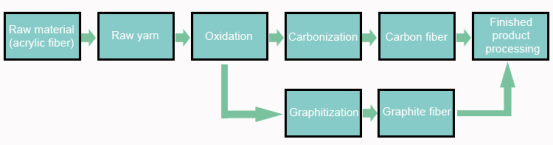
Çizim:Bu, karbon fiber üretim sürecinin ilk adımıdır. Esasen ham maddelerin liflere ayrılması, yani fiziksel bir değişimdir. Bu süreçte, eğirme sıvısı ile pıhtılaşma sıvısı arasında kütle transferi ve ısı transferi gerçekleşir ve son olarak PAN çökelmesi olur. Filamentler jel bir yapı oluşturur.
Taslak hazırlama:Yönlendirilmiş liflerin gerilme etkisiyle birlikte çalışabilmesi için 100 ila 300 derece arasında bir sıcaklık gerektirir. Ayrıca, PAN liflerinin yüksek modüllü, yüksek takviyeli, yoğunlaştırılmış ve inceltilmiş olmasında da önemli bir adımdır.
İstikrar:Termoplastik PAN doğrusal makromoleküler zinciri, 400 derecede ısıtma ve oksidasyon yöntemiyle plastik olmayan, ısıya dayanıklı yamuk bir yapıya dönüştürülür; böylece yüksek sıcaklıklarda erimez ve yanmaz, lif şeklini korur ve termodinamik olarak kararlı bir durumdadır.
Karbonizasyon:PAN'daki karbon dışı elementlerin 1.000 ila 2.000 derece sıcaklıkta uzaklaştırılması ve nihayetinde %90'dan fazla karbon içeriğine sahip türbostratik grafit yapılı karbon liflerinin üretilmesi gerekmektedir.
Grafitizasyon: Amorf ve türbostratik karbonize malzemeleri üç boyutlu grafit yapılara dönüştürmek için 2.000 ila 3.000 derece sıcaklık gerektirir ve bu, karbon liflerinin modülünü iyileştirmenin ana teknik yöntemidir.
Ham ipek üretiminden nihai ürüne kadar karbon fiberin detaylı süreci şu şekildedir: PAN ham ipeği, önceki ham ipek üretim sürecinden geçirilerek elde edilir. Tel besleyicinin ıslak ısısıyla ön çekme işleminden sonra, çekme makinesi tarafından sırasıyla ön oksidasyon fırınına aktarılır. Ön oksidasyon fırın grubunda farklı derecelerde sıcaklıklarda pişirildikten sonra, oksitlenmiş lifler, yani ön oksitlenmiş lifler oluşur; ön oksitlenmiş lifler, orta ve yüksek sıcaklık karbonizasyon fırınlarından geçtikten sonra karbon liflerine dönüştürülür; karbon lifleri daha sonra son yüzey işlemine, boyutlandırmaya, kurutmaya ve diğer işlemlere tabi tutularak karbon fiber ürünleri elde edilir. Sürekli tel besleme ve hassas kontrol ile gerçekleştirilen tüm süreçte, herhangi bir aşamada meydana gelebilecek küçük bir sorun bile istikrarlı üretimi ve nihai karbon fiber ürününün kalitesini etkiler. Karbon fiber üretimi uzun bir süreç akışına, birçok teknik kilit noktaya ve yüksek üretim engellerine sahiptir. Birden fazla disiplin ve teknolojinin entegrasyonudur.
Yukarıda karbon fiberin üretimi gösterilmektedir, şimdi de karbon fiber kumaşın nasıl kullanıldığına bakalım!
Karbon fiber kumaş ürünlerinin işlenmesi
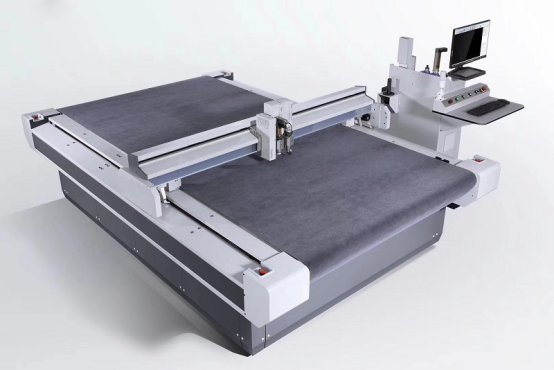
1. Kesme
Önceden emprenye edilmiş malzeme -18 derecedeki soğuk depodan çıkarılır. Uyandırıldıktan sonra ilk adım, otomatik kesme makinesinde malzeme şemasına göre malzemenin hassas bir şekilde kesilmesidir.
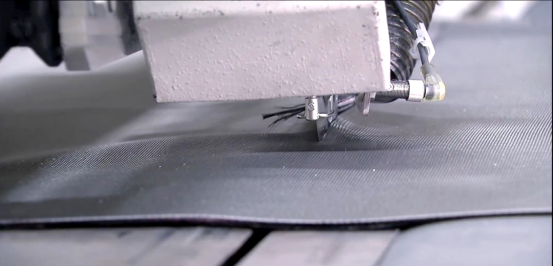
2. Kaldırım döşeme
İkinci adım, prepreg malzemeyi yerleştirme aletine sermek ve tasarım gereksinimlerine göre farklı katmanlar halinde yerleştirmektir. Tüm işlemler lazer konumlandırma altında gerçekleştirilir.
3. Oluşturma
Otomatik bir taşıma robotu aracılığıyla ön şekillendirilmiş parça, sıkıştırmalı kalıplama için kalıplama makinesine gönderilir.
4. Kesme
Şekillendirme işleminden sonra, iş parçası, boyutsal doğruluğunu sağlamak için dördüncü aşama olan kesme ve çapak alma işlemi için kesme robotu iş istasyonuna gönderilir. Bu işlem CNC tezgahında da gerçekleştirilebilir.
5. Temizlik
Beşinci adım, daha sonraki yapıştırıcı kaplama işlemi için kolaylık sağlamak amacıyla, temizleme istasyonunda kuru buzla temizleme yaparak kalıp ayırıcı maddeyi uzaklaştırmaktır.
6. Yapıştırıcı
Altıncı adım, yapıştırma robotu istasyonunda yapısal yapıştırıcı uygulamaktır. Yapıştırma pozisyonu, yapıştırıcı hızı ve yapıştırıcı çıkışı hassas bir şekilde ayarlanır. Metal parçalarla bağlantının bir kısmı perçinleme istasyonunda gerçekleştirilir.
7. Montaj kontrolü
Yapıştırıcı uygulandıktan sonra iç ve dış paneller birleştirilir. Yapıştırıcı kuruduktan sonra, deliklerin, noktaların, çizgilerin ve yüzeylerin boyutsal doğruluğunu sağlamak için mavi ışıkla algılama işlemi gerçekleştirilir.
Karbon fiberin işlenmesi daha zordur.
Karbon fiber, karbon malzemelerin yüksek çekme dayanımına ve liflerin yumuşak işlenebilirliğine sahiptir. Karbon fiber, mükemmel mekanik özelliklere sahip yeni bir malzemedir. Karbon fiberi ve yaygın çeliği örnek olarak alırsak, karbon fiberin dayanımı yaklaşık 400 ila 800 MPa iken, sıradan çeliğin dayanımı 200 ila 500 MPa arasındadır. Tokluk açısından bakıldığında, karbon fiber ve çelik temelde benzerdir ve belirgin bir fark yoktur.
Karbon fiber, daha yüksek mukavemete ve daha hafif ağırlığa sahip olduğundan, yeni malzemelerin kralı olarak adlandırılabilir. Bu avantajı nedeniyle, karbon fiber takviyeli kompozitlerin (CFRP) işlenmesi sırasında, matris ve lifler karmaşık iç etkileşimlere girer ve bu da fiziksel özelliklerini metallerden farklı kılar. CFRP'nin yoğunluğu metallerden çok daha düşüktür, ancak mukavemeti çoğu metalden daha yüksektir. CFRP'nin homojen olmaması nedeniyle, işleme sırasında sıklıkla lif kopması veya matris lifi ayrılması meydana gelir; CFRP yüksek ısı direncine ve aşınma direncine sahiptir, bu da işleme sırasında ekipman üzerinde daha fazla talep yaratır, bu nedenle üretim sürecinde büyük miktarda kesme ısısı oluşur ve bu da ekipman aşınması için daha ciddi bir sorundur.
Aynı zamanda, uygulama alanlarının sürekli genişlemesiyle birlikte, gereksinimler giderek daha hassas hale geliyor ve CFRP'nin malzeme uygulanabilirliği ve kalite gereksinimleri giderek daha katılaşıyor, bu da işleme maliyetinin artmasına neden oluyor.
Karbon fiber levhanın işlenmesi
Karbon fiber levha sertleşip şekillendirildikten sonra, hassasiyet gereksinimleri veya montaj ihtiyaçları için kesme ve delme gibi son işlemler gereklidir. Kesme işlemi parametreleri ve kesme derinliği gibi aynı koşullar altında, farklı malzeme, boyut ve şekillerdeki alet ve matkapların seçimi çok farklı sonuçlar doğuracaktır. Aynı zamanda, alet ve matkapların mukavemeti, yönü, süresi ve sıcaklığı gibi faktörler de işleme sonuçlarını etkileyecektir.
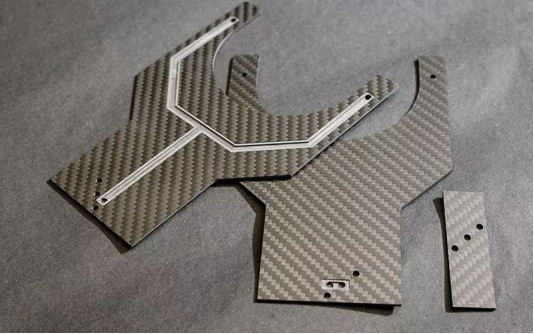
Son işlem aşamasında, elmas kaplamalı keskin bir alet ve sağlam karbür matkap ucu seçmeye çalışın. Aletin ve matkap ucunun aşınma direnci, işleme kalitesini ve aletin kullanım ömrünü belirler. Alet ve matkap ucu yeterince keskin değilse veya yanlış kullanılırsa, aşınmayı hızlandırmakla kalmaz, ürünün işleme maliyetini artırır, aynı zamanda levhaya zarar verir, levhanın şeklini ve boyutunu, levha üzerindeki delik ve olukların boyutlarının stabilitesini etkiler. Malzemenin katmanlı yırtılmasına veya hatta blok halinde çökmesine neden olarak tüm levhanın hurdaya çıkarılmasına yol açar.
Sondaj yaparkenkarbon fiber levhalarHız ne kadar yüksek olursa, etki o kadar iyi olur. Matkap uçlarının seçiminde, PCD8 yüzey kenarlı matkap ucunun benzersiz matkap ucu tasarımı, karbon fiber levhalar için daha uygundur; bu sayede karbon fiber levhalara daha iyi nüfuz edebilir ve katman ayrılması riskini azaltabilir.
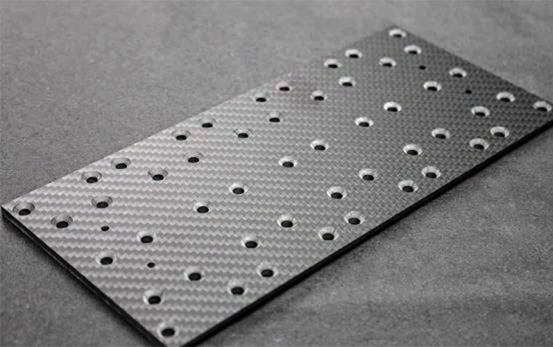
Kalın karbon fiber levhaları keserken, sol ve sağ helisel kenar tasarımına sahip çift kenarlı sıkıştırmalı freze bıçağı kullanılması önerilir. Bu keskin kesme kenarı, kesim sırasında aletin yukarı ve aşağı eksenel kuvvetini dengelemek için hem üst hem de alt helisel uçlara sahiptir. Bu sayede, ortaya çıkan kesme kuvvetinin malzemenin iç tarafına yönlendirilmesi sağlanır ve böylece istikrarlı kesim koşulları elde edilir ve malzeme tabakalarının ayrılması önlenir. "Ananas Kenarı" frezesinin üst ve alt elmas şeklindeki kenarlarının tasarımı da karbon fiber levhaları etkili bir şekilde kesebilir. Derin talaş olukları, kesim işlemi sırasında talaşların boşaltılması yoluyla çok miktarda kesme ısısını uzaklaştırarak karbon fiber levhanın özelliklerine zarar verilmesini önler.
01 Sürekli uzun lif

Ürün özellikleri:Karbon fiber üreticilerinin en yaygın ürün formu olan demet, bükülme yöntemine göre üç tipe ayrılan binlerce monofilamentten oluşur: NT (Hiç Bükülmemiş), UT (Bükülmemiş), TT veya ST (Bükülmüş). Bunlardan NT, en yaygın kullanılan karbon fiber türüdür.
Ana uygulama:Esas olarak CFRP, CFRTP veya C/C kompozit malzemeler gibi kompozit malzemeler için kullanılır ve uygulama alanları arasında uçak/uzay ekipmanları, spor malzemeleri ve endüstriyel ekipman parçaları yer alır.
02 Elyaf İplik

Ürün özellikleri:Kısa elyaf iplikler, genellikle kısa karbon elyaflarından, örneğin genel amaçlı zift bazlı karbon elyaflarından eğrilen iplikler, genellikle kısa elyaf formundaki ürünlerdir.
Başlıca kullanım alanları:Isı yalıtım malzemeleri, sürtünme önleyici malzemeler, C/C kompozit parçalar vb.
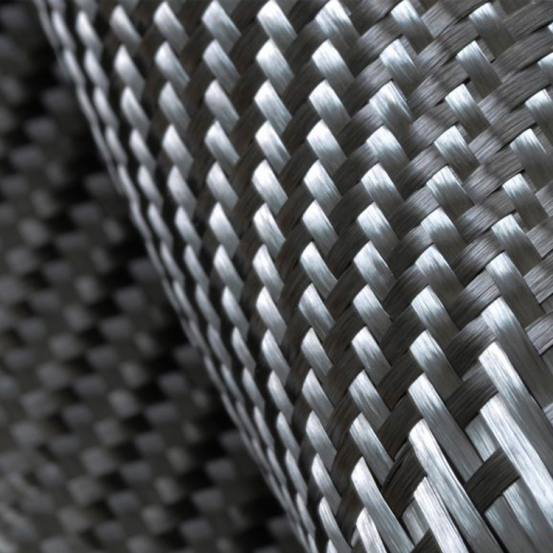
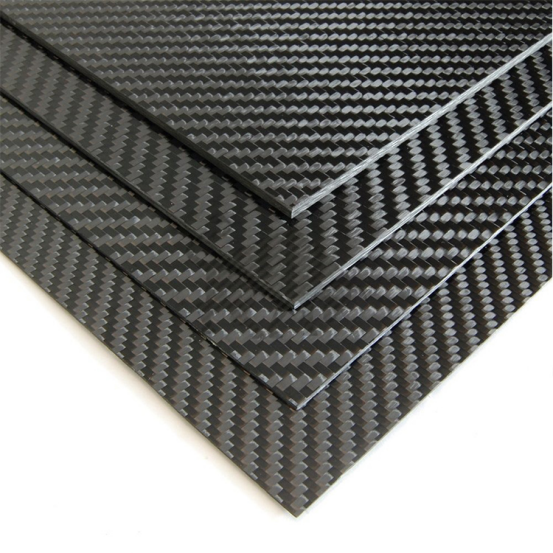
03 Karbon Fiber Kumaş

Ürün özellikleri:Karbon fiber kumaşlar, sürekli karbon fiber veya karbon fiber iplikten üretilir. Dokuma yöntemine göre karbon fiber kumaşlar, dokuma kumaşlar, örme kumaşlar ve dokunmamış kumaşlar olarak sınıflandırılabilir. Günümüzde karbon fiber kumaşlar genellikle dokuma kumaşlardır.
Ana uygulama:Sürekli karbon fiber ile aynı şekilde, esas olarak CFRP, CFRTP veya C/C kompozit malzemeler gibi kompozit malzemelerde kullanılır ve uygulama alanları arasında uçak/uzay ekipmanları, spor malzemeleri ve endüstriyel ekipman parçaları yer alır.
04 Karbon Fiber Örgülü Kayış

Ürün özellikleri:Bu da sürekli karbon elyafından veya karbon elyaf ipliğinden dokunan bir tür karbon elyaf kumaşına aittir.
Başlıca kullanım alanı:Esas olarak reçine bazlı takviye malzemelerinde, özellikle boru şeklindeki ürünlerin üretiminde ve işlenmesinde kullanılır.
05 Doğranmış karbon fiber

Ürün özellikleri:Karbon fiber iplik konseptinden farklı olarak, genellikle sürekli karbon fiberden doğrama işlemiyle elde edilir ve fiberin doğranmış uzunluğu müşteri ihtiyaçlarına göre kesilebilir.
Başlıca kullanım alanları:Genellikle plastik, reçine, çimento vb. karışımı olarak kullanılan bu malzeme, matris içine karıştırılarak mekanik özellikleri, aşınma direnci, elektriksel iletkenliği ve ısı direncini iyileştirebilir; son yıllarda 3D baskı karbon fiber kompozitlerdeki takviye lifleri çoğunlukla doğranmış karbon fiberlerdir.
06 Karbon fiber taşlama

Ürün özellikleri:Karbon fiber kırılgan bir malzeme olduğundan, öğütüldükten sonra toz haline getirilmiş karbon fiber malzeme elde edilebilir; yani karbon fiber öğütülebilir.
Ana uygulama:Doğranmış karbon fiberine benzer, ancak çimento takviyesinde nadiren kullanılır; genellikle matrisin mekanik özelliklerini, aşınma direncini, elektriksel iletkenliğini ve ısı direncini iyileştirmek için plastik, reçine, kauçuk vb. bir bileşik olarak kullanılır.
07 Karbon fiber paspas

Ürün özellikleri:Başlıca formu keçe veya hasırdır. İlk olarak, kısa lifler mekanik tarama ve diğer yöntemlerle katmanlanır ve daha sonra iğne delme yöntemiyle hazırlanır; karbon fiber dokuma olmayan kumaş olarak da bilinir ve bir tür karbon fiber dokuma kumaşa aittir.Başlıca kullanım alanları:Isı yalıtım malzemeleri, kalıplanmış ısı yalıtım malzemesi alt tabakaları, ısıya dayanıklı koruyucu katmanlar ve korozyona dayanıklı katman alt tabakaları vb.
08 Karbon fiber kağıt
Ürün özellikleri:Karbon fiberden kuru veya ıslak kağıt yapım yöntemiyle hazırlanır.
Başlıca kullanım alanları:Antistatik plakalar, elektrotlar, hoparlör konileri ve ısıtma plakaları; son yıllarda popüler uygulamalar arasında yeni enerji araç batarya katot malzemeleri vb. yer almaktadır.
09 Karbon fiber prepreg
Ürün özellikleri:Karbon fiber emdirilmiş termoset reçineden yapılmış, mükemmel mekanik özelliklere sahip ve yaygın olarak kullanılan yarı sert bir ara malzemedir; karbon fiber prepreginin genişliği, işleme ekipmanının boyutuna bağlıdır ve yaygın özellikler arasında 300 mm, 600 mm ve 1000 mm genişliğinde prepreg malzeme bulunur.
Ana uygulama:uçak/uzay ekipmanları, spor malzemeleri ve endüstriyel ekipmanlar vb.
010 karbon fiber kompozit malzeme
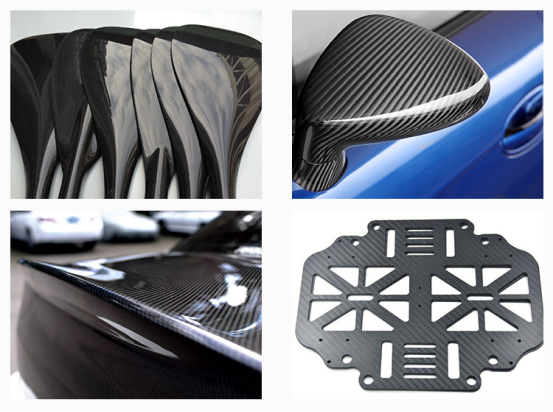
Ürün özellikleri:Enjeksiyon kalıplama malzemesi, termoplastik veya termoset reçinenin karbon fiber ile karıştırılmasıyla elde edilir; karışıma çeşitli katkı maddeleri ve doğranmış lifler eklenir ve ardından bir bileşim işlemine tabi tutulur.
Ana uygulama:Malzemenin mükemmel elektrik iletkenliği, yüksek rijitliği ve hafifliği gibi avantajlarından yararlanılarak, ağırlıklı olarak ekipman gövdelerinde ve diğer ürünlerde kullanılmaktadır.
Biz de üretiyoruz.fiberglas doğrudan fitilleme,fiberglas paspaslar, fiberglas ağ, Vefiberglas dokuma fitil.
Bize Ulaşın :
Telefon numarası: +8615823184699
Telefon numarası: +8602367853804
Email:marketing@frp-cqdj.com
Yayın tarihi: 01.06.2022





